The global bone cement mixer market is witnessing an unprecedented surge, driven by an aging population and the increasing prevalence of orthopedic conditions such as osteoporosis and osteoarthritis. Bone cement, primarily Polymethyl Methacrylate (PMMA), requires precise mixing to ensure optimal viscosity and porosity. As hospitals worldwide shift toward high-efficiency surgical theaters, the demand for vacuum mixing systems has overtaken traditional manual mixing due to the reduced risk of air bubbles and improved fatigue life of the cement.
Technological advancement is the cornerstone of the modern bone cement mixer industry. Current trends highlight a shift toward closed-vacuum mixing systems that minimize the exposure of surgical staff to PMMA fumes while ensuring a homogeneous, pore-free mix. Innovation is also focusing on ergonomic designs that allow for one-handed operation and integrated delivery systems that facilitate direct injection in procedures like vertebroplasty and kyphoplasty.
Global medical procurement officers are no longer just looking for products; they are looking for value-driven partnerships. Hospitals in North America, Europe, and emerging markets like Brazil and Egypt demand products that meet stringent ISO and CE standards while remaining cost-effective. China has emerged as the preferred sourcing destination, offering a perfect balance between high-end manufacturing precision and competitive pricing, particularly for large-scale spinal and trauma centers.

Year Founded
Exp. Country
Top-tier Hospitals
IP Certificates

Global Agents
As a leading Chinese exporter, we represent the pinnacle of "Made in China 2025" in the medical sector. Our factory doesn't just manufacture; we innovate. By leveraging a robust supply chain and a deep pool of engineering talent, we provide Bone Cement Mixers and delivery systems that rival global giants in quality but offer significantly better ROI.
Our commitment to scientific and technological innovation is unmatched. We follow a "blue ocean strategy," focusing on differentiation. With 27 national utility model patent certificates and 6 invention patents, our products are built on proprietary technology that ensures the highest safety standards for both surgeons and patients.
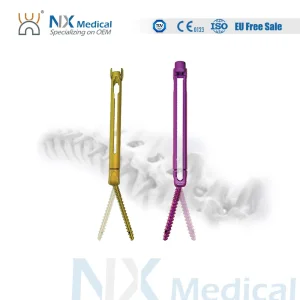
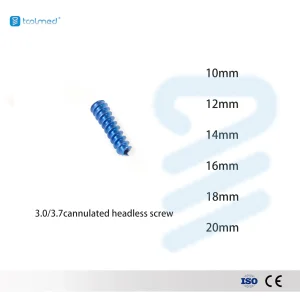
We provide more than just a mixer. Our production capacity covers over 8,000 product specifications, including orthopedic trauma, spinal implants (such as the Sf-IV Mis Cannulated Bone Cement Spinal Pedicle Screw), and specialized surgical instruments. This allows hospital systems to source their entire orthopedic portfolio from a single, reliable manufacturer, streamlining logistics and quality assurance.
Our products are engineered for specific localized needs:
With a marketing team of 40+ professionals and a presence in over 20 major cities, we don't just sell—we support. We participate in over 50 academic conferences annually, providing product training and technical services to ensure that orthopedic doctors can utilize our bone cement delivery systems with absolute confidence.


The role of Bone Cement Mixers in orthopedic surgery has transitioned from a simple preparation tool to a sophisticated medical device critical for surgical success. In the early days of joint replacement, manual mixing in open bowls was the standard. However, the introduction of the vacuum mixing principle revolutionized the field. By mixing under vacuum, the micro-porosity of the bone cement is drastically reduced, which increases the fatigue strength of the material. This is vital for long-term implant stability, especially in high-load areas like the hip and knee.
As a premier China Bone Cement Mixer Factory, we have witnessed the transformation of global procurement needs. Today's surgeons demand precision delivery. This has led to our development of specialized instruments like the Nx Medical Sf-IV Mis Cannulated Bone Cement Spinal Pedicle Screw. These systems allow for "targeted" cement delivery, where the mixer is directly connected to the screw, allowing cement to flow through the cannula into the vertebral body. This technique, essential for patients with poor bone quality, minimizes leakage and maximizes fixation.
Exporting to markets like Brazil, Colombia, Peru, and Egypt requires more than just high-quality products; it requires rigorous adherence to international medical standards. Our quality control systems are integrated into every stage of production—from the raw material sourcing of titanium alloys to the final sterilization of the mixing components. Our 2 software copyrights and numerous patents reflect a digital-first approach to manufacturing, ensuring traceability and consistency across every batch.
The next frontier for bone cement mixers is the integration with robotic surgical assistants and digital monitoring. Future mixers will likely include sensors to monitor the viscosity and temperature of the PMMA in real-time, providing surgeons with the exact "working window" for injection. Our R&D team is already exploring these AI-driven frontiers to ensure that our partners always have access to the most advanced orthopedic technology available.
Whether you are a distributor looking for a reliable China exporter or a hospital group seeking to modernize your surgical inventory, our extensive network—covering over 31 provinces domestically and 32+ countries internationally—ensures that you receive world-class products backed by local expertise and academic support. Our collaboration with over 300 top-tier teaching hospitals ensures that our product development is always grounded in real-world clinical feedback, making us the partner of choice for the next generation of orthopedic excellence.